Nueva terrain
Połączenia zgrzewane kielichowo
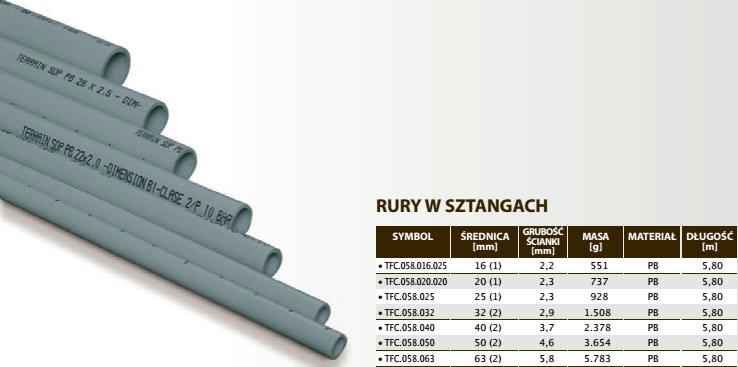

Dopuszczalny promień gięcia rur. Oznaczenia typów rur liczbowe w nawiasach w tabeli:
(1) rury w sztangach nie mniej niż 10xDz
(2) rury w sztangach nie mniej niż 15xDz
(3) rury w zwojach nie mniej niż 8xDz
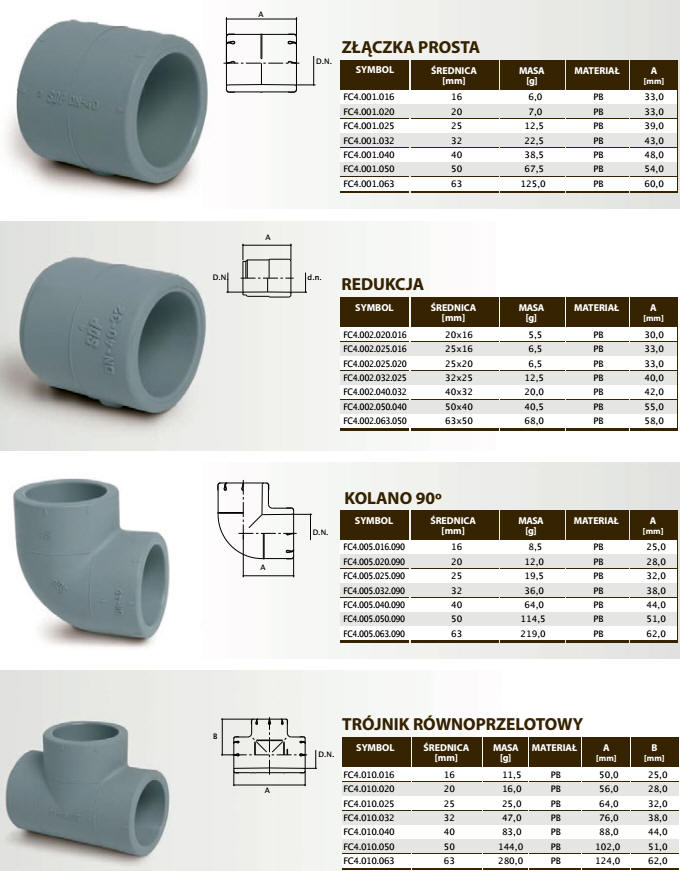
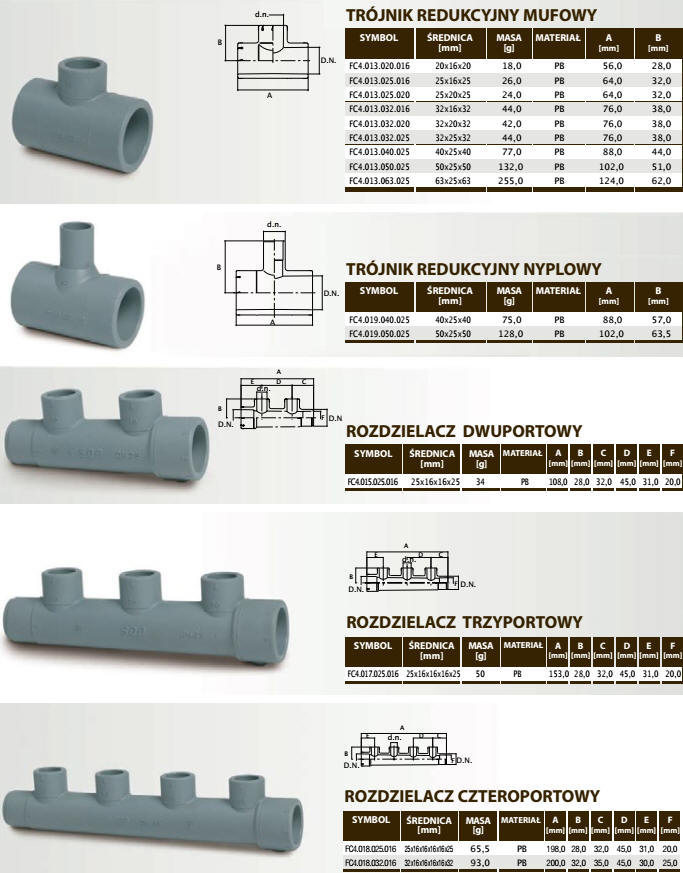
ZŁĄCZKI


Przebieg zgrzewania
Rura i kształtka do zgrzewania muszą mieć tę samą średnicę i być wykonane z tego samego materiału.
Aby zapewnić, że rura wejdzie w otwór kształtki na prawidłową głębokość, na rurze pozostawia się znak przy użyciu markera lub ołówka woskowego według Szablonu Oznaczania FC 4070. Rura jest następnie ustawiana na znaku,
który odpowiada średnicy stosowanej rury. Szablon posiada znaki (okna lub perforacje) dla całego zakresu średnic. Znak będzie widoczny obok okienka dla danej średnicy rury.
Aby prawidłowo wykonać zgrzew, zależy prostopadle uciąć rurę. Następnie umieścić koniec rury i kielich kształtki jednocześnie w kamieniach zgrzewarki odpowiadających ich średnicy, upewniając się, że urządzenie jest w tym momencie nagrzane do odpowiedniej temperatury. Zgrzewanie zachodzi w temperaturze 260ºC. 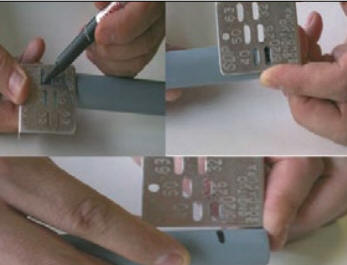

Rura i kształtka muszą pozostać w kamieniach zgrzewarki przez odpowiedni czas dla każdej średnicy, wskazany w tabeli jako czas nagrzewania. Ten czas rozpoczyna się, gdy rura i kształtka są całkowicie wewnątrz kamieni grzewczych.
Niezwłocznie po usunięciu rury i kształtki z kamieni, muszą one zostać połączone jednocześnie. Nie należy skręcać części podczas wykonywania złącza. Elementy muszą być wciśnięte osiowo, a zginanie jest dozwolone tylko w celu osiągnięcia lepszego wzajemnego ułożenia.
Kiedy rura zostanie umieszczona w kształtce należy zachować czas łączenia. Czas ten uważa się za rozpoczęty, gdy rura zostanie całkowicie wsunięta aż do chwili utworzenia spoiny. Jest to wykonywane poprzez wywarcie lekkiego
ciśnienia osiowego, podobnego do tego stosowanego w celu wsunięcia kształtki, aby uniknąć tendencji kształtki do wysunięcia.
Czas chłodzenia jest uważany za czas między końcem zgrzewania złącza (bez czasu manipulowania elementami) do rozpoczęcia następnego zgrzewania tej samej kształtki lub
rury, na której się pracuje.
Należy zachować najwyższą ostrożność w procesie zgrzewania. W celu zapewnienia, że rura będzie prawidłowo wsunięta w kształtkę, do której ma być przyłączona, rury muszą być cięte prostopadle do ich osi oraz muszą być wolne
od jakichkolwiek odpadów lub pozostałości
spowodowanych przez cięcie. Zgrzewane powierzchnie rury i kształtki muszą być oczyszczone. Powinno to być przeprowadzone przy użyciu chłonnego papieru, bez pyłu i lekko zwilżonego detergentem na bazie alkoholu etylowego (na przykład techniczny alkohol 94%), który będzie wolny od smarów i olejów. Rury o średnicy 16 i 20 mm nie wymagają fazowania. Fazowanie jest zalecane dla rur o średnicy 25, 32 i 40 mm. Dla rur o średnicach 50 i 63 mm fazowanie jest obligatoryjne.
Godzinę po ostatnim zgrzewaniu, instalacja jest gotowa do testowania hydraulicznego, zgodnie z odpowiednimi standardami i przepisami.